¿Conoces los cambios más relevantes de la nueva edición de la norma UNE-EN ISO 9712:2023? Te los contamos

En radiografía industrial, como ocurre en el resto de métodos de ensayos no destructivos, debemos contar con herramientas que nos ayuden a determinar la calidad del propio ensayo, previamente a determinar con el ensayo, la calidad del objeto ensayado. Esto, que puede parecer un trabalenguas, se ve claro cuando lo aplicamos al método de ensayo de radiografía industrial.
En el ensayo de radiografía industrial es de vital importancia que las imágenes radiográficas que obtengamos tengan la calidad suficiente para que en ellas se puedan localizar las indicaciones que buscamos. Es decir y por ejemplo, si nuestro criterio de aceptación es tal que no se permiten poros aislados de más de 0,2 mm. Deberemos asegurar de algún modo, que en la imagen radiográfica, vamos a ser capaces de distinguir indicaciones de este tamaño. Así pues, antes de evaluar el objeto radiografiado, deberemos evaluar la calidad de la imagen obtenida. La calidad de imagen se define como la característica de una imagen radiográfica que determina su grado de detalle. De esta definición se deduce que la calidad de imagen es un concepto ligado a la sensibilidad. Sensibilidad, definida a su vez como la capacidad de apreciar defectos pequeños o límite de detección de los detalles que aparecen en una imagen radiográfica.
La calidad de imagen, como se puede intuir, es un parámetro difícil de cuantificar. Así por lo tanto, será necesario el uso de probetas o elementos que nos ayuden a determinar de manera cuantitativa la citada calidad de la imagen radiográfica. Estas probetas se denominan indicador de calidad de imagen, y también son llamadas ICI, IQI (del inglés Image Quality Indicator), penetrámetros o penetrómetros, y se pueden definir como un dispositivo se expone a la radiación conjuntamente con el objeto a ensayar y que contiene una serie de elementos de espesor definido que proporciona una medida de la calidad de imagen radiográfica. Comercialmente existen (principalmente) los siguientes tipos de indicadores de calidad de imagen:
- De hilos
- De escalones y taladros
- De taladros
Los indicadores de calidad de imagen, sus características y particularidades, se definen en las diferentes normas de aplicación en cada caso. Así, en la siguiente tabla, se encuentra un resumen de los diferentes tipos de indicadores, y las normas que los definen. Tradicionalmente, estas normas se dividían en “europeas” o “americanas”, pudiendo clasificar los indicadores de calidad de imagen de ese modo, “Indicador de calidad de imagen según norma europea” o “Indicador de calidad de imagen según norma americana”. Actualmente, en ambos conjuntos de normas, indican la equivalencia, si la hay, de los diferentes indicadores de calidad radiográfica que en ellas se definen.
| Tipo indicador | Norma “europea” | Norma “americana” |
| Hilos | UNE-EN ISO 19232-1 | ASTM E 747 |
| Escalones y taladros | UNE-EN ISO 19232-2 | — |
| Taladros | — | ASTM E1025 |
Tabla 1. Indicadores de calidad de imagen y las normas que los definen.
Por último, ahora que ya hemos introducido que son los indicadores de calidad de imagen, vamos a definir la sensibilidad radiográfica como un parámetro asociado al diámetro del hilo o espesor del indicador de calidad de imagen que somos capaces de ver, en determinadas condiciones, en una imagen radiográfica.
S (%)= e/t
Siendo:
- “S” la sensibilidad expresada en %
- “e” el diámetro del hilo o espesor del indicador de calidad de imagen
- “t” el espesor del objeto radiografiado
El objeto de esta publicación es poner un ejemplo de qué se debe hacer si nos piden una sensibilidad del 2% y el requisito es trabajar con un indicador de hilos según la norma UNE-EN ISO 19232-1.
La norma UNE-EN ISO 19232-1 describe el indicador de calidad de imagen de hilos, como una serie de hilos paralelos con diámetros decrecientes, insertados en una funda de plástico. Existen según esta norma cuatro posibles “configuraciones” de indicadores, denominadas W1, W6, W10 y W13 y cada una de ellas contiene siete hilos cuyo espesor decrece con números de hilos crecientes. El diámetro del más grueso (nº W1) es de 3,2 mm, el más delgado (nº W19) es de 0,05 mm. Los hilos también se denominan con un número precedido de la letra W y sus diámetros y el indicador en el que encuentran se resume en la tabla de debajo:
| Indicador de calidad de imagen (UNE-EN ISO 19232-1) | Número de hilo | Diámetro del hilo
(mm) |
|||
| W1 | W6 | W10 | W13 | ||
| X | W1 | 3,20 | |||
| X | W2 | 2,50 | |||
| X | W3 | 2,00 | |||
| X | W4 | 1,60 | |||
| X | W5º | 1,25 | |||
| X | X | W6 | 1,00 | ||
| X | X | W7 | 0,80 | ||
| X | W8 | 0,63 | |||
| X | W9 | 0,50 | |||
| X | X | W10 | 0,40 | ||
| X | X | W11 | 0,32 | ||
| X | X | W12 | 0,25 | ||
| X | X | W13 | 0,20 | ||
| X | X | W14 | 0,16 | ||
| X | X | W15 | 0,125 | ||
| X | X | W16 | 0,100 | ||
| X | W17 | 0,080 | |||
| X | W18 | 0,063 | |||
| X | W19 | 0,050 | |||
Tabla 2. Indicadores de calidad de imagen e hilos según norma UNE-EN ISO 19232-1.
Por ejemplo, en indicador de imagen denominado W10, contiene los hilos W10, W11, W12, W13, W14, W15 y W16 de diámetros 0,40 mm; 0,32 mm; 0,25 mm; 0,20 mm; 0,16 mm; 0,125 mm y 0,100 mm

| Figura 1: IQI de hilos W10, según norma UNE-EN ISO 19232-1. |
Volviendo al ejemplo de la sensibilidad del 2%, en primer lugar, debemos de conocer el espesor del objeto a radiografiar. En el ejemplo, se desea radiografiar una unión soldada de 10 mm de espesor (“t” en la ecuación de arriba).

Así por lo tanto, si necesitamos garantizar una sensibilidad “S” del 2%, la ecuación quedará como sigue:
2%= e/10
Si despejamos, obtendremos que el diámetro del hilo que debemos ver en la imagen radiográfica “e” es igual a 0,2 mm.
Si vamos a la tabla 2 de arriba, vemos que el hilo de diámetro de 0,2 mm es el denominado W13. Este hilo, lo encontramos en el indicador W10 y en el indicador W13, así que podemos elegir usar cualquiera de los dos.
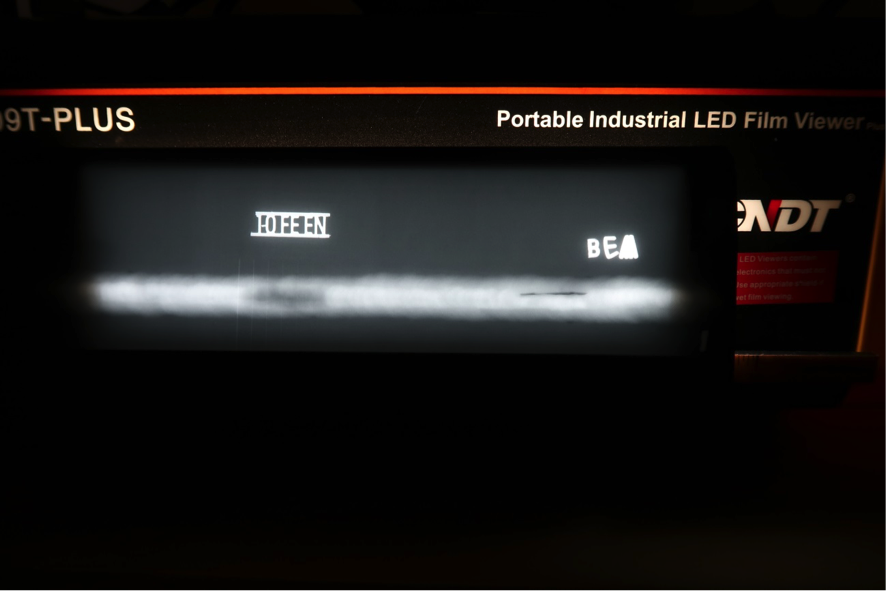
Ahora “solamente” nos quedará obtener la imagen radiográfica. Para ello, debemos de exponer el indicador de junto con la soldadura a radiografiar. Idealmente, el indicador de calidad de imagen, se pondrá en el lado de la fuente de radiación y con los hilos perpendicularmente dispuestos al cordón de soldadura, tal y como se muestra en la imagen de debajo. En este caso, hemos elegido el indicador W10. Es importante citar, que el material del indicador de imagen debe ser del mismo material que el objeto a radiografiar o al menos de la mismas propiedades desde el punto de vista de su poder de absorción de la radiación.

Una vez obtenida la imagen radiográfica, como hemos comentado, debemos evaluar la calidad de dicha imagen, para ello, tenemos que medir la densidad radiográfica obtenida (lo cual no es objeto de cometario adicional en esta publicación porque bien merece una explicación aparte) y ver si somos capaces de apreciar en la radiografía la imagen del hilo W13.
Las radiografías deben de ser vistas a trasluz con ayuda de un equipo denominado “negatoscopio”.
La imagen en detalle observando el indicador de calidad de imagen, es la siguiente:
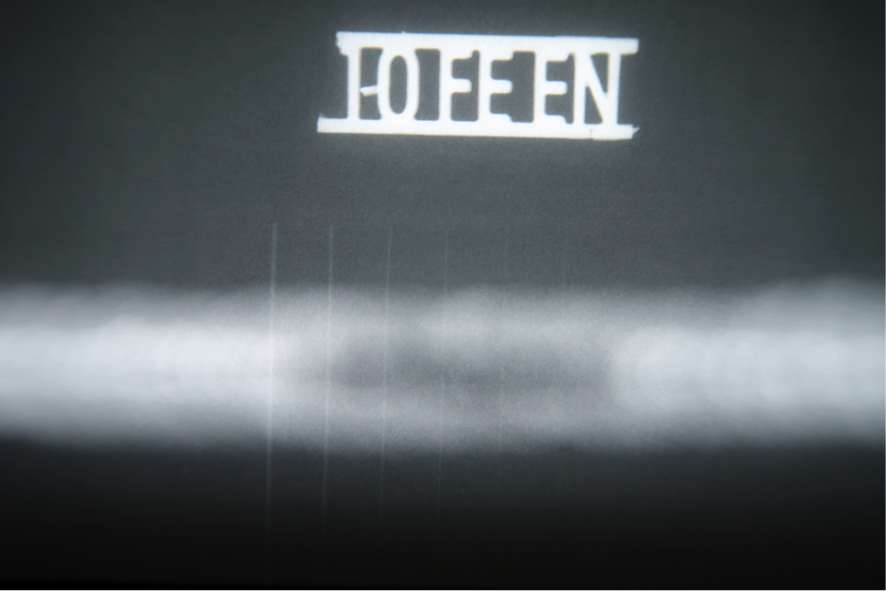
Como elegimos el indicador W10, el hilo de mayor diámetro será precisamente este, el W10. Si como el que necesitamos ver es el W13, debemos de ver en la imagen el cuarto hilo si contamos de izquierda a derecha. En este caso, si lo vemos (y vemos al menos 10 mm de manera continua y clara), y por lo tanto podemos decir que tenemos una senilidad de al menos el 2%.
Ahora ya, podríamos empezar a analizar la imagen radiográfica en busca de indicaciones para su posterior análisis y evaluación.
Óscar Solé.
Nivel 3 UNE-EN ISO 9712 en VT, PT, MT, UT y RT.
Nivel 3 UNE-EN 4179 en PT, MT y RT.
Post Relacionados





